Stopp mitten im 3D-Druck Zunächst arbeitet dein 3D-Drucker korrekt und zuverlässig, dann aber stoppt er abrupt und mitten im 3D-Druck. Im Folgenden erläutern wir die häufigsten Ursachen und du bekommst Lösungsansätze zur Behebung der zahlreichsten Probleme. Besitzt dein 3D-Drucker Probleme bei der Materialextrusion lese dir bitte den Abschnitt über ein Stoppen der Extrusion durch Das Filament…
Verstopfte Extruder – Clogging Während seiner Lebensdauer schmilzt und extrudiert dein 3D-Drucker zig Kilogramm Kunststoff-Filament. Dabei muss der komplette geschmolzene Kunststoff durch eine Düse, welche nur einen sehr geringen Durchmesser besitzt. Dieser ist nicht viel dicker als ein menschliches Haar. Du kannst dir sicher jetzt schon vorstellen, dass die Verstopfung dieses winzigen Lochs nicht unwahrscheinlich…
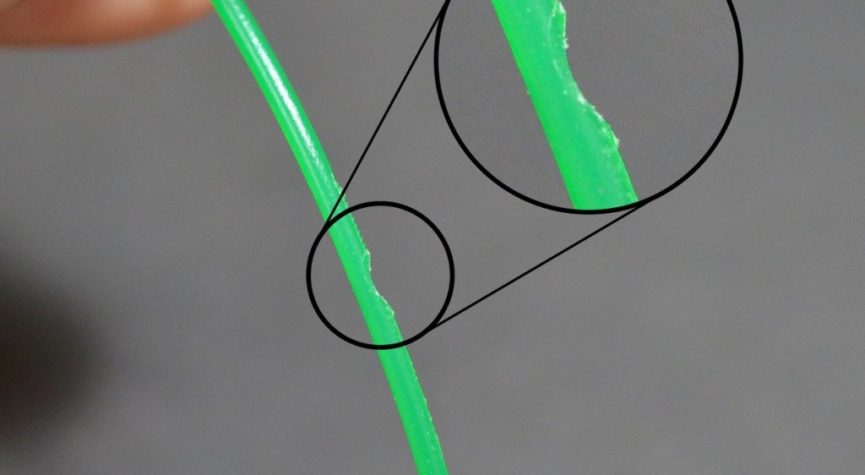
Stripping/Schleifen – Durchdrehen des Materialförderzahnrads Die meisten FFF/FDM-3D-Drucker nutzen ein kleines Materialförderungszahnrad. Die Zacken dieses beißen sich in das Filament. Durch die Drehung und den festen Halt wird das Material eingezogen und in Richtung Heatblock geschoben. Ist der Materialfluss eingeschränkt, so staut sich das Filament zurück und das Materialförderzahnrad dreht durch. Dabei schleift es eine…
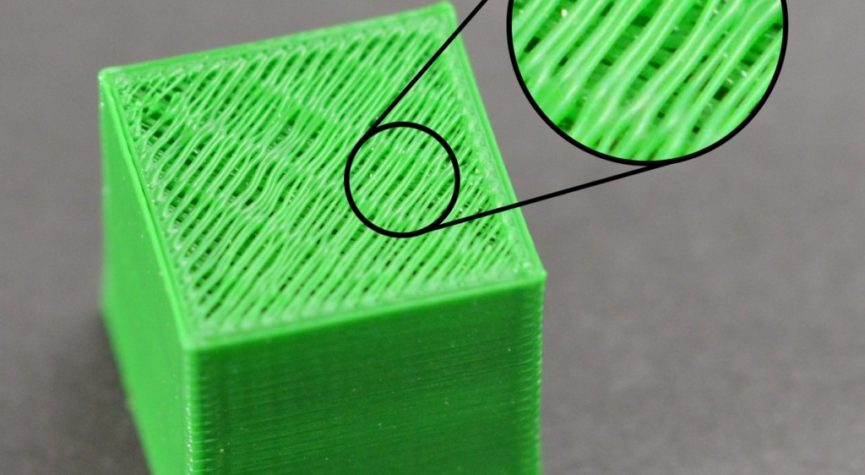
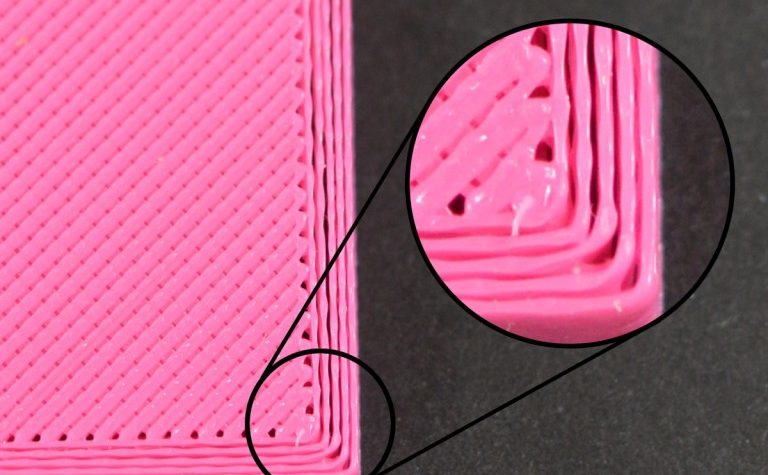
Keine stabile Verbindung zwischen den einzelnen Schichten Beim FDM/FFF-3D-Druck entstehen Objekte durch den schichtweisen Aufbau. Auf jede bereits existierende Schicht wird eine neue Schicht durch das Nebeneinanderlegen von Bahnen hinzugefügt. Um ein beständiges Endbauteil additiv zu fertigen, musst du sicherstellen, dass jede Schicht optimal mit der darunter liegenden Schicht verbunden ist. Sind die Schichten nicht…
Layer Shifting – Ebenenverschiebung oder Fehlausrichtung Die meisten heutigen 3D-Drucker verwenden ein Open-Loop-Steuerungssystem. Dies bedeutet, dass die Steuerungssoftware des 3D-Druckers kein Feedback zur tatsächlichen Position rückmeldet. Beim 3D-Druck gibt die Steuereinheit den Befehl den Werkzeugkopf an eine bestimmte Stelle zu bewegen. Sie hofft, dass er dort ankommt. Fairerweise muss hier angemerkt werden, dass dies in…
Überhitzung Beim 3D-Druck tritt erhitztes Filament mit einer Temperatur von 190 °C oder mehr Grad aus dem Extruder aus. Solange der Kunststoff heiß ist, lässt er sich biegen und kann leicht in verschiedene Formen gebracht werden. Durch Abkühlen wird der flüssige Kunststoff jedoch schnell fest und formbeständig. Finde das richtige Gleichgewicht zwischen Temperatur und Kühlung!…
Stringing oder Oozing – Haarartige Fäden Stringing (auch bekannt als Oozing, Haare oder Fäden ziehen) tritt auf, wenn kleine Kunststofffäden auf einem 3D-Druckmodell zwischen zwei Abschnitten zurückgelassen werden. Hauptursache ist in der Regel Austritt von flüssigem Kunststoff aus der Nozzle, während der Extruder von einem zu einem anderen zu fertigenden Abschnitt des 3D-Drucks fährt. Die…
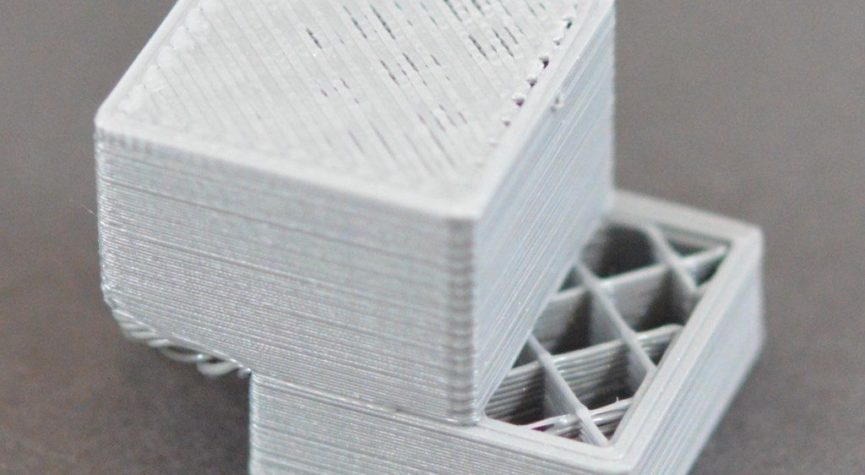
Löcher und Lücken in den oberen Schichten deines 3D-Drucks Um Filament und damit Kosten zu sparen, sind die meisten 3D-Druckteile mit einer durchgängigen Außenseite versehen. Im inneren sind sie teils hohl oder mit einer Waben-, Kasten oder Linenstruktur gefüllt. Weißt der Innenraum des Teils einen Füllgrad von 30% auf, bedeutet das, dass nur 30% des…
Über-Extrusion Die 3D-Drucker-Software steuert die Materialextrusion deines Extruders. Sie stellt sicher, dass die richtige Menge an Kunststoff extrudiert wird. Die genaue Material-Extrusion ist ein wichtiger Faktor für eine gute 3D-Druckqualität. Heutzutage gibt jedoch kaum ein 3D-Drucker eine direkte Rückmeldung, wie viel Material tatsächlich extrudiert wird. Wenn die Extrusionseinstellungen nicht richtig konfiguriert sind, kann es sein,…
Unter-Extrusion In Slicern, wie Simplify3D oder Cura kannst du über Einstellungen bestimmen, wie viel Filament dein 3D-Drucker extrudieren soll. Leider geben heutige 3D-Drucker noch keine Rückmeldung darüber, wie viel Kunststoff tatsächlich die Nozzle verlässt. Somit ist es möglich, dass weniger Kunststoff aus der Nozzle austritt als von der Software erwartet (sog. Unterextrusion). In diesem Fall…
Bei Rückfragen stehen wir Ihnen gerne zur Verfügung.
Wenn Sie uns per E-Mail kontaktieren möchten, nutzen Sie bitte das untenstehende Formular.
Nach Erhalt einer Nachricht werden wir uns umgehend mit Ihnen in Verbindung setzen.
Pflichtfelder sind mit dem Zeichen * markiert.
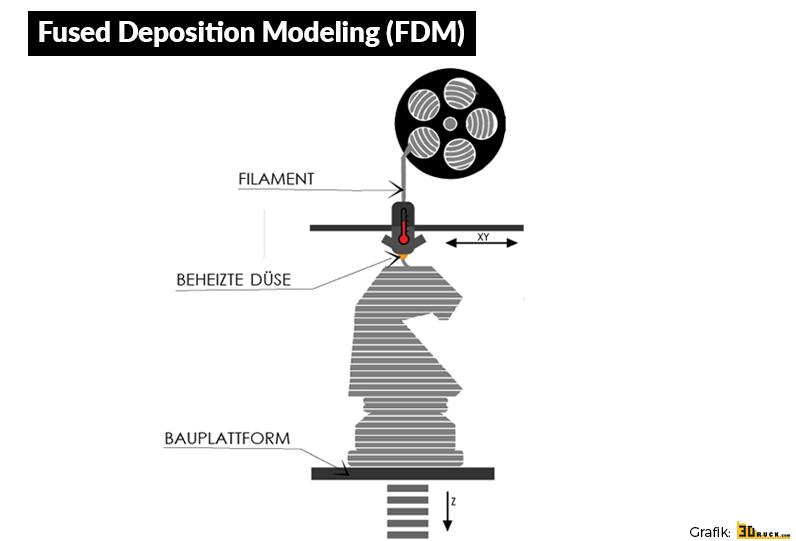
FDM – Fused Deposition Modeling
Funktionsweise des 3D-Druckes mit der Schmelzschichtung
FDM basiert grundsätzlich auf drei Elementen: ein Druckbett, auf dem das Objekt gedruckt wird, eine Spule Filament, die das Druckmaterial liefert, sowie ein Druckkopf, der auch Extruder genannt wird. Zusammenfassend kann man sagen, dass das Filament abgerollt und anschließend vom Extruder geschmolzen wird, der nun das Material Schicht für Schicht auf der Druckplatte ablegt.
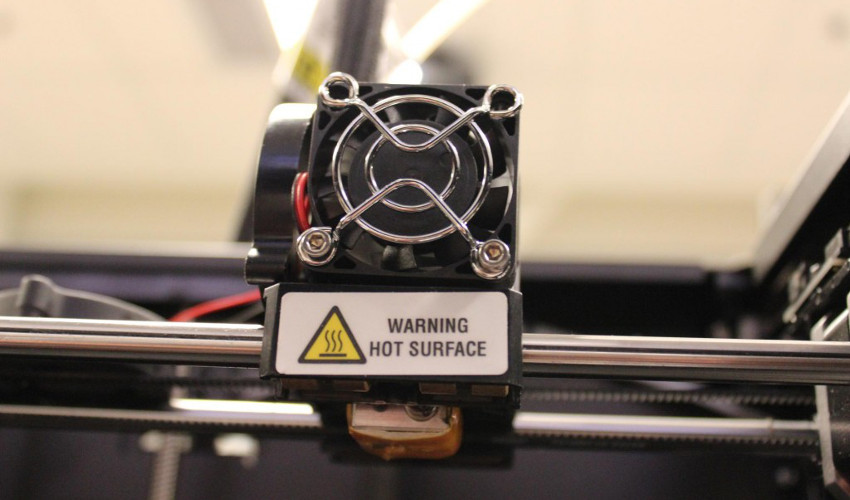
Nahaufnahme des Extruders des 3D-Druckers Replicator 2 von Makerbot
Wer „3D-Druck“ sagt, spricht gleichzeitig vom „3D-Druck-Modell“. Alles beginnt mit der virtuellen Konzeption eines Objektes mit Hilfe einer CAD-Anwendung.
Der 3D-Druck beginnt mit der Aufheizung des Gerätes auf eine Temperatur von ca. 200°C, welche für das Aufschmelzen des Materials erforderlich ist. Als die wichtigsten Materialien im Bereich FDM gelten PLA(Polylactide) und ABS(Acrylnitril-Butadien-Styrol-Copolymer).
Mit dem FDM-Druck kompatible Materialien
Diese Technologie ist kompatibel mit einer großen Anzahl an thermoplastischen Polymeren (PLA, ABS, Polycarbonat, PET, PS, ASA, PVA, Nylon, ULTEM und zahlreichen weiteren Filamenten auf Basis von Metallen, Stein, Holz und weiteren Materialien, die leitfähig, biologisch abbaubar, hitzebeständig sind oder sich für die Verwendung draußen eignen).
Indem man den Extruder durch eine Art Spritze ersetzt, ist es zudem möglich, Objekte aus Keramik, Sand oder aus Lebensmitteln, wie beispielsweise Zucker oder Schokolade zu drucken.
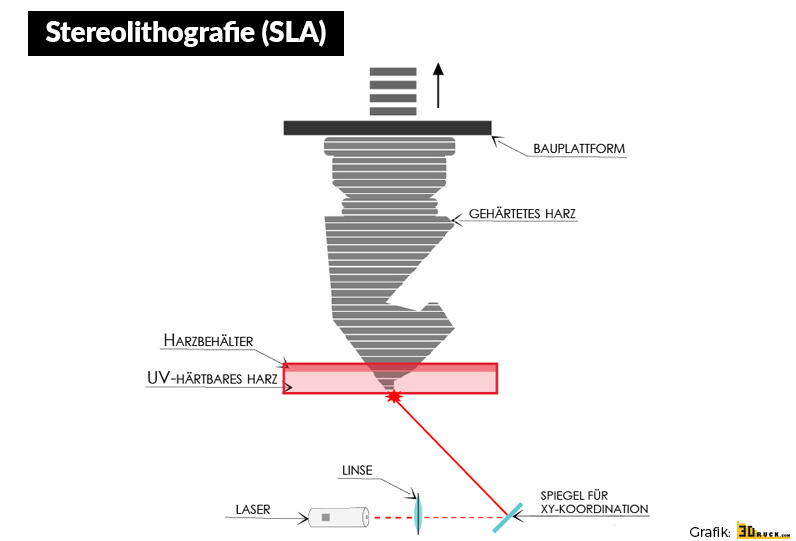
SLA – Stereolithographie
Stereolithographie
SLA, wie die Stereolithographie auch genannt wird, ist eine der Keimzellen des 3D-Drucks und deshalb eine der am besten ausgereiften und am häufigsten eingesetzten additiven Technologien. Bei der Stereolithographie wird ein flüssiges, UV-empfindliches Harz (Photopolymer) schichtweise durch einen Laser entlang der Bauteilkontur ausgehärtet. Die notwendigen Stützstrukturen für Überhänge oder Hohlräume werden automatisch mitgebaut und im Nachgang entfernt
Verfahrensvorteile
Schnelle Produktionszeit und daher kurze Lieferzeiten
Extrem hohe, sehr glatte Oberflächenqualität
Hohe Maßgenauigkeit
Hohe Detailauflösung
Einfache mechanische Nachbearbeitung
Urformen
Die glatten Oberflächen, die sehr hohe Genauigkeit und Detailauflösung machen die Stereolithografie wie geschaffen für die Erstellung von Urformen zum Abguss für z. B. Vakuumguss-Verfahren. Auch in der Dental- bzw. Schmuckindustrie findet die SLA häufig Einsatz bei der Erstellung von Urformen bzw. Formen, die per SLA aus ausbrennbarem Material gedruckt werden.
Visuelle Prototypen
Aufgrund der geringen Toleranzen, der hohen Detailauflösung und der sehr guten Oberflächeneigenschaften eignet sich die Stereolithografie hervorragend für Anschauungs- oder Ausstellungsmodelle. Diese können technischer Natur sein, z. B. Prototypen, die in hoher Genauigkeit erstellt werden oder Design-Prototypen bzw. Produkte.
Filigrane & Detailmodelle
Mit Stereolithografie lassen sich sehr gut kleine, filigrane und detailreiche Modelle erstellen. Dies ist von Bedeutung z. B. bei Kleinteilen im Prototypenbau oder auch ergänzenden Strukturen bei Architekturmodellen. Immer mehr Anwendung findet die Stereolithografie auch bei Designern, die mit dieser Technologie kleine (große) Meisterwerke erschaffen.