Stringing oder Oozing – Haarartige Fäden
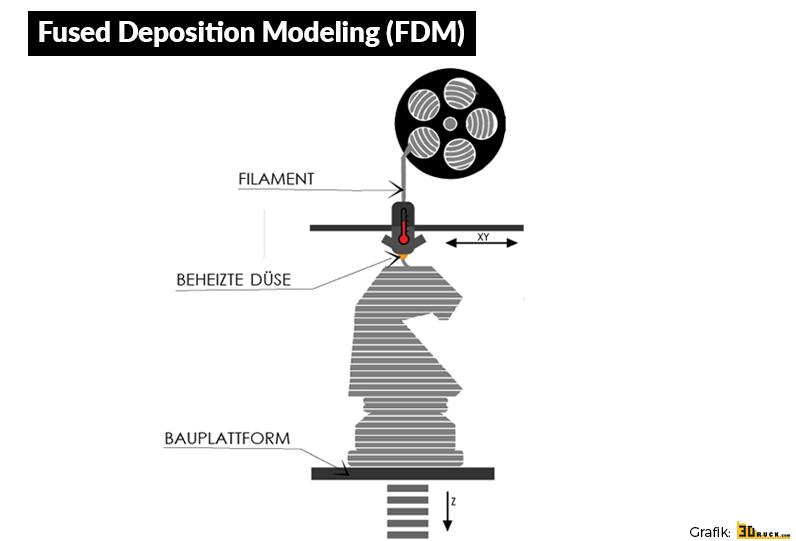
Stringing (auch bekannt als Oozing, Haare oder Fäden ziehen) tritt auf, wenn kleine Kunststofffäden auf einem 3D-Druckmodell zwischen zwei Abschnitten zurückgelassen werden. Hauptursache ist in der Regel Austritt von flüssigem Kunststoff aus der Nozzle, während der Extruder von einem zu einem anderen zu fertigenden Abschnitt des 3D-Drucks fährt. Die meisten Slicing-Softwares besitzen Einstellungen um dem Stringing entgegen zu wirken. Die häufigste Einstellung, die zur Bekämpfung übermäßigen Stringings verwendet wird, wird als Retraction (Rückzug) bezeichnet. Ist der Rückzug aktiviert ist, wird nach dem 3D-Drucken eines Bauabschnitts deines 3D-Modells durch den Extruder das Filament nach hinten in die Nozzle zurückgezogen. Der Materialrückzug wirkt dem Auslaufen des flüssigen Filaments entgegen. Angekommen am nächsten Bauabschnitt, wird das Filament zurück in die Nozzle geschoben. Die Extrusion des Kunststoffs aus der Spitze beginnt erneut. Nachfolgend werden die wichtigsten Rückzugseinstellungen sowie einige andere Einstellungen, die zur Minimierung des Oozings verwendet werden können, wie z.B. die Temperatureinstellungen des Extruders, erläutert.
Rückzugsabstand
Die wichtigste Retraction-Einstellung ist der Rückzugsabstand. Diese bestimmt, wie weit das Filament aus der Nozzle herausgezogen wird. Im Allgemeinen gilt: Je mehr Material aus der Nozzle herausgezogen wird, desto geringer ist die Wahrscheinlichkeit, dass die Nozzle während der Bewegung ausläuft. Die meisten Direct-Drive-Extruder (Materialförderung sitzt direkt am Extruder-Kopf) benötigen nur einen Rückzugsweg von 0,5 bis 2,0 mm. Einige Bowden-Extruder bedürfen aufgrund des größeren Abstandes zwischen dem Extruderantriebszahnrad und der beheizten Nozzle einen Rückzugsabstand von bis zu 15 mm. Tipp: Versuche bei Oozing den Rückzugsabstand um 1 mm zu erhöhen und teste erneut, ob sich die Leistung verbessert.
Rückzugsgeschwindigkeit
Die nächste Einstellung, die du überprüfen solltest, ist die Einzugsgeschwindigkeit. Diese bestimmt, wie schnell das Filament aus der Nozzle zurückgezogen wird. Fährst du zu langsam ein, kann der heiße und flüssige Kunststoff aus der Spitze der Nozzle auslaufen. Das flüssige Material tritt somit schon vor seinem nächsten Einsatzort aus. Zieht die Materialförderung das Filament zu schnell zurück, kann sich das fadenförmige Filament vom heißen Kunststoff in der Nozzle lösen und das bereits flüssige Material wird gar nicht zurückgezogen. Im schlimmsten Fall greift das Materialförderungszahnrad gar nicht mehr und „schleift“ Teile des Filaments weg. Dadurch kommt es zu Fehlern in der nachfolgenden Materialförderung. Finde also den optimalen Geschwindigkeitsbereich heraus in dem der Materialrückzug am besten funktioniert. Meistens liegt dieser zwischen 1200 – 6000 mm/min (20-100 mm/s). Slicer wie Simplify3D kommen bereits mit vielen vorkonfigurierten Profilen. Diese Voreinstellungen geben dir einen ersten Anhaltspunkt, welche Einstellungen funktionieren können. Durch Probieren und Testen findest du die bestmöglichen Einstellung für deinen 3D-Druck mit deinem verwendeten Material.
Eine zu hohe Temperatur
Nachdem du die Rückzugseinstellungen überprüft hast, ist die nächsthäufigste Ursache für übermäßiges Stringing die Extrudertemperatur. Bei zu hoher Temperatur wird der Kunststoff im Inneren der Nozzle wesentlich flüssiger. Dadurch tritt er viel leichter aus der Nozzle aus. Bei einer niedrigen Temperatur ist der Kunststoff immer noch etwas fest und hat Schwierigkeiten aus der Nozzle zu extrudieren. Hast du das Gefühl die richtige Einstellungen gefunden zu haben, aber die Fäden gehen noch nicht weg? Reduziere die Extruder-Temperatur um 5-10 °C. Dies kann einen erheblichen Einfluss auf die endgültige 3D-Druckqualität haben. Stelle die Temperatur in deinem Slicer vor dem 3D-Drucken ein oder während des 3D-Drucks auf deinem Gerät selbst.
Lange Fahrtwege zwischen den Arbeitsbereichen eines 3D-Drucks
Stringing und Oozing kommen immer dann vor, wenn der Extruder zwischen einzelnen Arbeitsbereichen hin und her fährt. Die Länge der Fahrtwege hat einen großen Einfluss auf das Herauslaufen von flüssigem Filament. Kurze Fahrtwege wirken dem Stringing & Oozing entgegen. Bei weiten Fahrtwegen ist die Wahrscheinlichkeit wesentlich höher, dass das flüssige Material Fäden zieht. Die meisten modernen Slicer-Softwares optimieren die Fahrtwege und die Leerfahrten, sodass Oozing & Stringing minimiert werden. Wir empfehlen die Verwendung von Simplify3D. In vielen Fällen kann die Software sogar einen Fahrweg finden und das Überqueren eines offenen Raums vermeiden! Werden keine „Leerfahrten“ gemacht, so gibt es auch keine Stringing & Oozing.
Fahrgeschwindigkeit
Auch die Geschwindigkeit mit welcher der Extruder zwischen den einzelnen Bereichen fährt beeinflusst das Oozing und Stringing. Überprüfe die Einstellung der Fahrgeschwindigkeit deines 3D-Druckers. Die X/Y-Achsen-Bewegungsgeschwindigkeit stellt die horizontale Fahrgeschwindigkeit dar. 3D-Drucke mit einer höheren Reisegeschwindigkeit. Dadurch wird die Zeit kürzer zwischen den einzelnen Arbeitsbereichen. Durch eine schnellere Fahrgeschwindigkeit kann auch weniger flüssiges Material austreten. Deine 3D-Drucke kommen somit durch weniger Fäden und Strings aus.