Unter-Extrusion
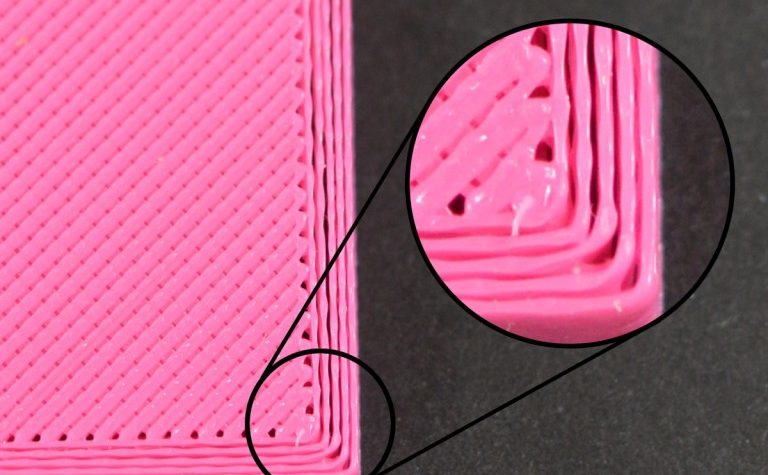
In Slicern, wie Simplify3D oder Cura kannst du über Einstellungen bestimmen, wie viel Filament dein 3D-Drucker extrudieren soll. Leider geben heutige 3D-Drucker noch keine Rückmeldung darüber, wie viel Kunststoff tatsächlich die Nozzle verlässt. Somit ist es möglich, dass weniger Kunststoff aus der Nozzle austritt als von der Software erwartet (sog. Unterextrusion). In diesem Fall siehst du die Filament-leeren Lücken zwischen benachbarten Bahnen und Schichten deutlich. Der zuverlässigste Weg, um zu testen, ob dein 3D-Drucker genügend Kunststoff extrudiert oder nicht, ist der 3D-Druck eines einfachen 20 mm hohen Würfels mit mindestens 3 Außenbahnen. Überprüfe am Würfel, ob die 3 Außenschichten fest miteinander verbunden sind oder nicht. Gibt es Lücken in denen kein Filament ist, dann handelt es sich höchstwahrscheinlich um Unterextrusion. Sollten sich die 3 Außenschichten berühren und keine Lücken aufweisen, dann liegt aller Wahrscheinlichkeit ein anderes Problem vor. Für Unterextrusion gibt es verschiedene Ursache. Nachfolgend findest du die wichtigsten und mögliche Lösungswege.
Falscher Filamentdurchmesser
Als erstes solltest du überprüfen, ob du in deiner Slicer-Software den richtigen Filament-Durchmesser angegeben hast. Überprüfe, ob der eingestellte Wert in der Software mit dem Wert auf deinem Filament übereinstimmt. Du kannst den Durchmesser deines Filaments einfach bestimmen, indem du ihn mit einer Schieblehre nachmisst. Die meisten Filamente kommen in Durchmessern von 1,75 mm oder 2,85 mm. Auf der Verpackung findest du den richtigen Filament-Durchmesser angegeben. Lerne hier mehr über das richtige Filament für deine Anwendung.
Erhöhung des Extrusionsmultiplikators
Wenn der Filamentdurchmesser korrekt angegeben ist, du jedoch immer noch Probleme mit der Unterextrusion hast, dann solltest du den Extrusionsmultiplikator anpassen. Durch diese Einstellung, änderst du die Menge an extrudiertem Kunststoff (auch bekannt als Durchfluss) einfach ab. Viele Firmwares von 3D-Druckern bieten auch an den Extrusionsmultiplikator während des 3D-Drucks anzupassen. Wenn du den Extrusionsmultiplikator beispielsweise von 1,0 auf 1,05 erhöhst, bedeutet dies, dass dein 3D-Drucker 5% mehr Kunststoff extrudiert als zuvor. Beispielsweise für PLA ist es typisch, mit einem Extrusionsmultiplikator nahe 0,9 zu drucken. Bei ABS arbeiten die meisten Anwender mit einem Extrusionsmultiplikator nahe 1,0. Tipp: Versuche den Extrusionsmultiplikator um 5% zu erhöhen und drucke deinen Testwürfel erneut. So siehst du, ob noch Lücken zwischen den Außenbahnen existieren.