Sehr feine Teile werden nicht gedruckt werden Die meisten 3D-Drucker besitzen eine fest eingestellte Nozzle-Größe. Sie bestimmt die Auflösung in XY-Richtung. Der am meisten genutzte Nozzle-Durchmesser ist 0,4 mm. 3D-Druck mit dieser Auflösung funktioniert auch für die meisten Teile sehr gut. Allerdings kannst du beim Versuch, extrem dünne Bereiche zu drucken, die kleiner als die…
Löcher & Lücken in dünnen Wänden Dein 3D-Drucker verfügt über eine Nozzle mit statischem Düsendurchmesser. Versuchst du beispielsweise, eine 1,0 mm starke Wand mit einer Extrusionsbreite von 0,4 mm zu fertigen kommt es höchstwahrscheinlich zu Fehlern. Nehme einige Anpassungen vor und stelle sicher, dass dein 3D-Drucker eine vollständig stabile Wand erzeugt und keinen Spalt in…
Vibrationen & Ringing Als Ringing wird ein welliges Muster, welches auf der Oberfläche deines 3D-Drucks auftritt, bezeichnet. Ursache dafür können Vibrationen oder eine unsaubere Führung sein. Oftmals treten diese Probleme auf, wenn der Extruder eine plötzliche Richtungsänderung durchführt, z.B. in der Nähe einer scharfen Ecke. 3D-druckst du einen 20 mm Würfel, muss der Extruder jedes…
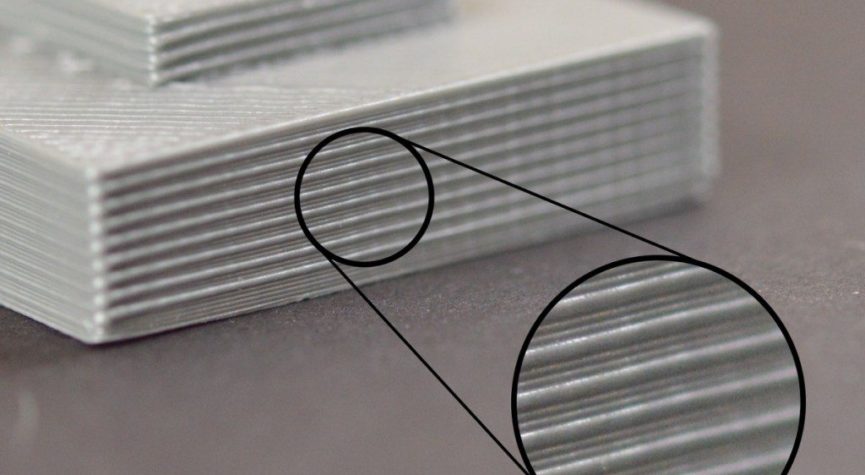
Hervorstehende Linien Dein 3D-Druck besteht aus Hunderten von Einzelschichten. Wenn dein 3D-Drucker richtig funktioniert, erscheinen die Schichten wie eine einzige, glatte Oberfläche. Geht jedoch mit nur einer dieser Schichten etwas schief, ist das meist von der Außenseite des 3D-Drucks gut sichtbar. Diese fehlerhaften Schichten können wie Linien oder Grate wirken. Oftmals wiederholen sich die Defekte…
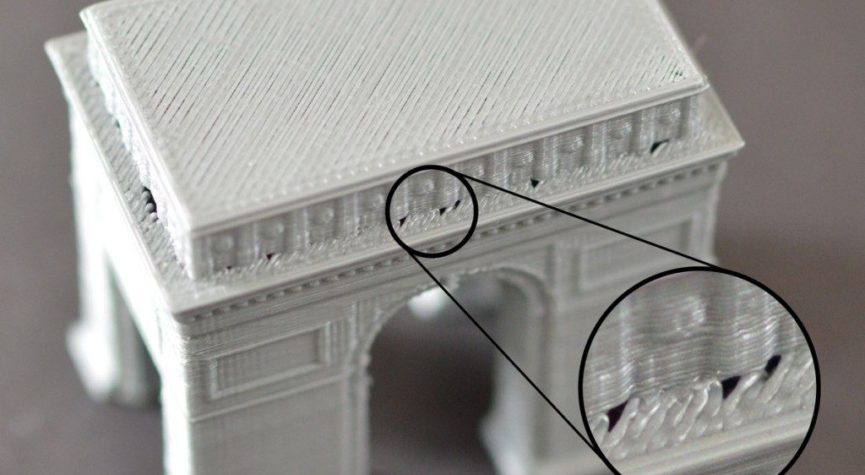
Löcher und Lücken in den Ecken der einzelnen Schichten Beim Anfertigen eines 3D-Drucks stützt sich jede neu gefertigte Schicht auf die darunterliegende Lage als Fundament. Auch die Menge an genutztem Filament ist stets ein Faktor, den du beachten musst. Deshalb solltest du auf ein Gleichgewicht zwischen der Festigkeit des Fundaments und der Menge an benötigtem…
Kratzer auf der Bauteil-Oberseite Einer der Vorteile des 3D-Drucks besteht darin, dass jedes Objekt durch schichtweises Materialauftragen aufgebaut wird. Die Nozzle deines 3D-Druckers kann sich für jede einzelne Bahn einer Schicht frei zu jedem Bereich des Druckbetts bewegen. Die schnelle und freie Bewegung sorgt zwar für sehr kurze Druckzeiten. Du wirst jedoch feststellen, dass die…
Curling oder hochgezogene Kanten Curling oder hochgezogene Kanten der oberen Schichten treten meist bedingt durch zu hohe 3D-Drucktemperaturen auf. Das geschmolzene Filament wird bei einer sehr hohen Temperatur extrudiert. Kühlt das Material nicht schnell genug ab, kann es seine Form im Laufe der Zeit ändern und sich verziehen. Verhindere Curling, indem du jede 3D-gedruckte Schicht…
3D-Druck: Lücken zwischen Infill und Außenschichten Jede Schicht deines 3D-Drucks wird aus einer Verbindung zwischen Außenschichten und Infill aufgebaut. Äußeren Schichten entstehen entlang der Außenbereiche deines Bauteils. Sie bilden ein starkes und präzises Äußeres. Als Infill wird das Material im Inneren des Bauteils bezeichnet. Es füllt die Außenschichten mit Material und verleiht ihnen Stabilität. Üblicherweise…
Blobs und Zits Während deines 3D-Drucks muss der Extruder ständig anhalten und mit der Extrusion erneut beginnen, während er sich zu verschiedenen Bauabschnitten auf der Bauplattform bewegt. Die meisten Extruder sind sehr gut in der Herstellung einer gleichmäßigen Extrusion während des Betriebs. Bitte bedenken, dass jedes Aus- und Einschalten eine potentielle Fehlerquelle ist. Wenn du…
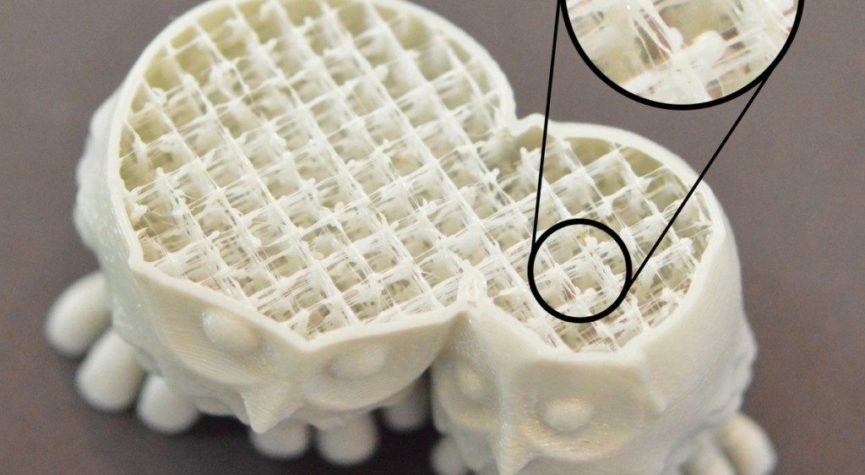
Zu schwaches Infill beim 3D-Druck Um einen in sich starken 3D-Druck zu erhalten spielt Infill eine wesentliche Rolle. Auch wenn du das Innenleben deiner 3D-Druckenicht siehst, so ist es für die Gesamtstärke und Belastbarkeit entscheidend. Die Füllung verbindet die Außenschichten deines 3D-Drucks. Sie ist mitverantwortlich für ein gutes Aussehen und Struktur der Oberflächen, die auf…
Bei Rückfragen stehen wir Ihnen gerne zur Verfügung.
Wenn Sie uns per E-Mail kontaktieren möchten, nutzen Sie bitte das untenstehende Formular.
Nach Erhalt einer Nachricht werden wir uns umgehend mit Ihnen in Verbindung setzen.
Pflichtfelder sind mit dem Zeichen * markiert.
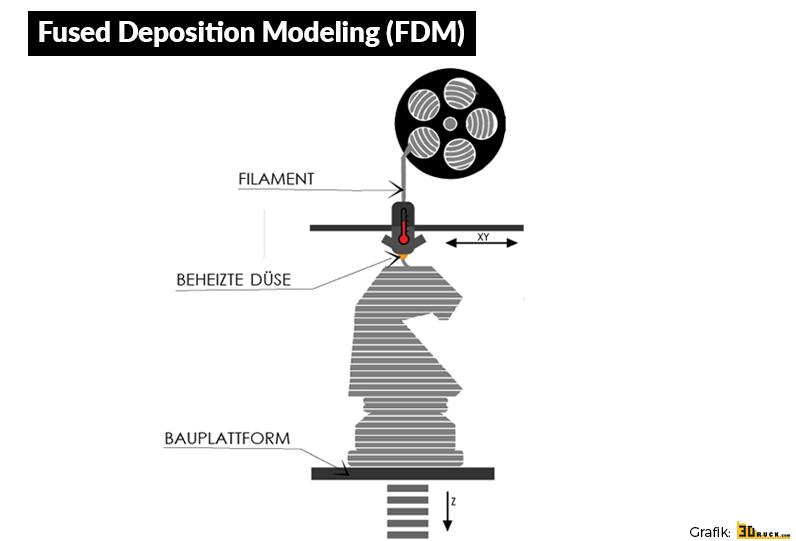
FDM – Fused Deposition Modeling
Funktionsweise des 3D-Druckes mit der Schmelzschichtung
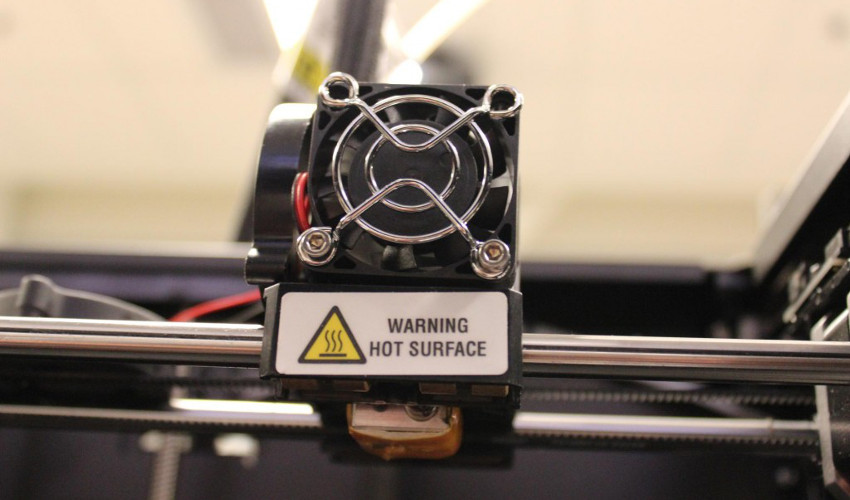
FDM basiert grundsätzlich auf drei Elementen: ein Druckbett, auf dem das Objekt gedruckt wird, eine Spule Filament, die das Druckmaterial liefert, sowie ein Druckkopf, der auch Extruder genannt wird. Zusammenfassend kann man sagen, dass das Filament abgerollt und anschließend vom Extruder geschmolzen wird, der nun das Material Schicht für Schicht auf der Druckplatte ablegt.
Nahaufnahme des Extruders des 3D-Druckers Replicator 2 von Makerbot
Wer „3D-Druck“ sagt, spricht gleichzeitig vom „3D-Druck-Modell“. Alles beginnt mit der virtuellen Konzeption eines Objektes mit Hilfe einer CAD-Anwendung.
Der 3D-Druck beginnt mit der Aufheizung des Gerätes auf eine Temperatur von ca. 200°C, welche für das Aufschmelzen des Materials erforderlich ist. Als die wichtigsten Materialien im Bereich FDM gelten PLA(Polylactide) und ABS(Acrylnitril-Butadien-Styrol-Copolymer).
Mit dem FDM-Druck kompatible Materialien
Diese Technologie ist kompatibel mit einer großen Anzahl an thermoplastischen Polymeren (PLA, ABS, Polycarbonat, PET, PS, ASA, PVA, Nylon, ULTEM und zahlreichen weiteren Filamenten auf Basis von Metallen, Stein, Holz und weiteren Materialien, die leitfähig, biologisch abbaubar, hitzebeständig sind oder sich für die Verwendung draußen eignen).
Indem man den Extruder durch eine Art Spritze ersetzt, ist es zudem möglich, Objekte aus Keramik, Sand oder aus Lebensmitteln, wie beispielsweise Zucker oder Schokolade zu drucken.
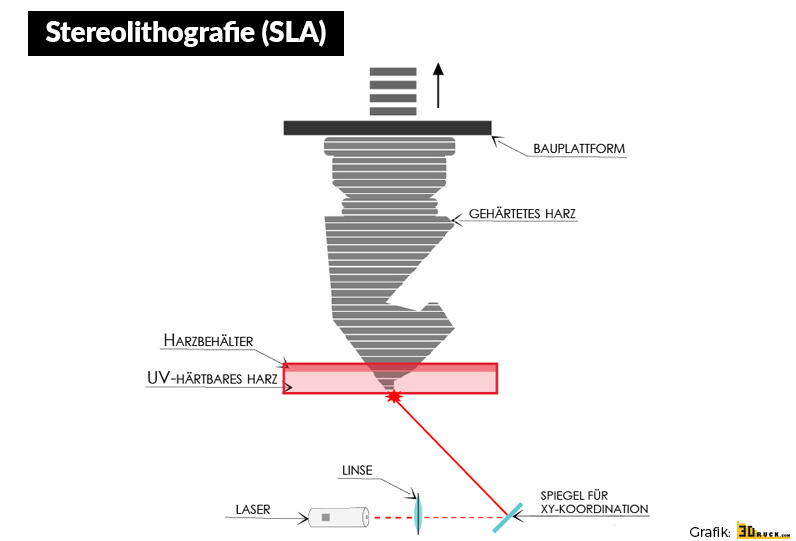
SLA – Stereolithographie
Stereolithographie
SLA, wie die Stereolithographie auch genannt wird, ist eine der Keimzellen des 3D-Drucks und deshalb eine der am besten ausgereiften und am häufigsten eingesetzten additiven Technologien. Bei der Stereolithographie wird ein flüssiges, UV-empfindliches Harz (Photopolymer) schichtweise durch einen Laser entlang der Bauteilkontur ausgehärtet. Die notwendigen Stützstrukturen für Überhänge oder Hohlräume werden automatisch mitgebaut und im Nachgang entfernt
Verfahrensvorteile
Schnelle Produktionszeit und daher kurze Lieferzeiten
Extrem hohe, sehr glatte Oberflächenqualität
Hohe Maßgenauigkeit
Hohe Detailauflösung
Einfache mechanische Nachbearbeitung
Urformen
Die glatten Oberflächen, die sehr hohe Genauigkeit und Detailauflösung machen die Stereolithografie wie geschaffen für die Erstellung von Urformen zum Abguss für z. B. Vakuumguss-Verfahren. Auch in der Dental- bzw. Schmuckindustrie findet die SLA häufig Einsatz bei der Erstellung von Urformen bzw. Formen, die per SLA aus ausbrennbarem Material gedruckt werden.
Visuelle Prototypen
Aufgrund der geringen Toleranzen, der hohen Detailauflösung und der sehr guten Oberflächeneigenschaften eignet sich die Stereolithografie hervorragend für Anschauungs- oder Ausstellungsmodelle. Diese können technischer Natur sein, z. B. Prototypen, die in hoher Genauigkeit erstellt werden oder Design-Prototypen bzw. Produkte.
Filigrane & Detailmodelle
Mit Stereolithografie lassen sich sehr gut kleine, filigrane und detailreiche Modelle erstellen. Dies ist von Bedeutung z. B. bei Kleinteilen im Prototypenbau oder auch ergänzenden Strukturen bei Architekturmodellen. Immer mehr Anwendung findet die Stereolithografie auch bei Designern, die mit dieser Technologie kleine (große) Meisterwerke erschaffen.