Keine Extrusion zu Beginn des 3D-Drucks
Keine Sorge – dieses Problem kommt bei neuen 3D-Druckerbesitzern sehr häufig vor. Zum Glück lässt es sich sehr einfach lösen! Wenn dein Extruder zu Beginn des 3D-Drucks keinen verflüssigten Kunststoff extrudiert, gibt es vier mögliche Ursachen. Im Folgenden findest du die einzelnen Punkte und Erklärungen, welche Einstellungen dir zur Lösung des Problems helfen.
Der Extruder ist vor Beginn des 3D-Drucks nicht richtig mit Material befüllt
Bei hohen Temperaturen der Extruder neigen viele dazu heißen flüssigen Kunststoff auslaufen zu lassen. Der heiße Kunststoff in der Nozzle sickert oftmals aus der Nozzle heraus. Dies erzeugt einen Hohlraum an Material im Inneren der Nozzle, da der Kunststoff herausgelaufen ist. Dieses Heraussickern im Leerlauf tritt häufig am Anfang jedes 3D-Drucks auf. Genau dann, wenn du deinen Extruder zum ersten Mal vorheizt. Auch am Ende des 3D-Drucks, während der Extruder langsam abkühlt, kann Filament heraussickern. Wenn dein Extruder durch das Herauslaufen etwas Kunststoff verloren hat, ist es wahrscheinlich, dass er beim nächsten Versuch zu extrudieren einige Sekunden benötigt, bis der Kunststoff wieder aus der Nozzle herauskommt. Beim nächsten 3D-Druck nach einem Nozzle-Wechsel, kannst du die gleiche verzögerte Extrusion feststellen. Um dieses Problem zu lösen, stelle bitte sicher, dass dein Extruder vor dem nächsten 3D-Druck Material extrudiert. Eine gängige Methode, dies zu tun, ist der Aufnahme eines sogenannten Skirts (3D-gedruckte Bahn neben dem eigentlichen Objekt). Das Skirt zieht einen Kreis um dein Teil und legt Kunststoff auf die Bauplattform. Um sicher zu gehen, dass genug Material extrudiert wird, kannst du das Skirt vergrößern. Einige Anwender ziehen es auch vor Filament manuell vor dem 3D-Drucken zu Extrudieren.
Die Nozzle startet den 3D-Druck mit zu geringem Abstand zum Druckbett
Wenn sich die Nozzle zu nahe an der Oberfläche der Bauplattform befindet ist nicht genug Platz vorhanden um Material extrudieren zu lassen. Das Material-Loch der Nozzle ist blockiert, dadurch kann kein Kunststoff entweichen. Ein klares Indiez für diesen Fall ist, wenn der 3D-Drucker die erste Schicht nicht druckt und die zweite nur teilweise. Ab der dritten Schicht fertigt der 3D-Drucker die Schichten jedoch ganz normal. Levele deine Bauplattform erneut, sodass der Abstand zwischen Bauplattform und Nozzle der Dicke eines normalen DIN A4 Papiers entspricht. Alternativ kannst du den Abstand über einen geänderten Z-Offset ändern. Gibst du beispielsweise einen Wert von 0,10 mm für den G-Code Offset der Z-Achse eingeben, vergrößert sich der Abstand zwischen Nozzle und Druckbett um 0,10 mm. Erhöhe den Wert in kleinen Schritten. Diesen Schritt wiederholst du, bis genügend Platz zwischen der Nozzle und der Bauplattform vorhanden ist. Nun kann der flüssige Kunststoff ungehindert entweichen.
Die Filament-Förderung wird durch Schleifen verhindert
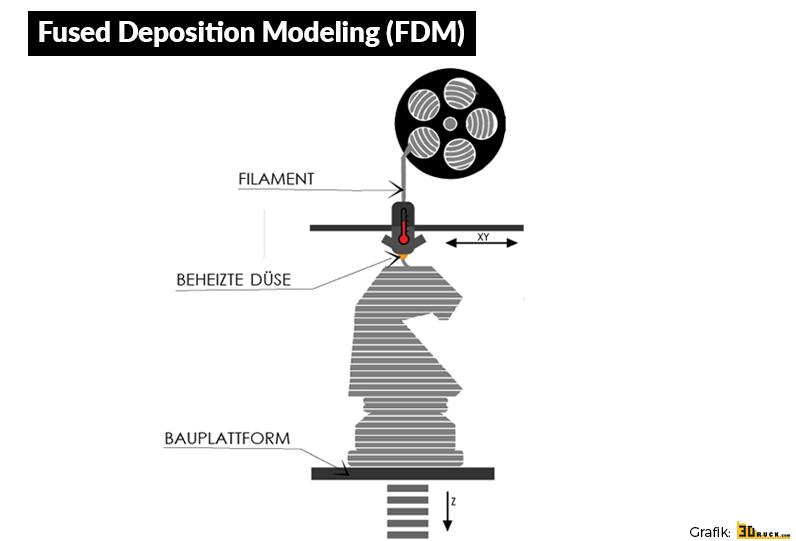
Die meisten FFF/FDM3D-Drucker arbeiten mit einem kleinen Materialförder-Zahnrad, um den Filament einzuziehen oder zu -drücken. Die Zähne des Zahnrads graben sich in das Filament. Durch den festen Griff kann der Extruder-Motor den Materialeinzug optimal steuern. Viele Kunststoffspäne und das Fehlen von Filament sind ein Indiz dafür, dass das Materialförderzahnrad nicht mehr greift. Hier erfährst du wie sich das Problem des Abgeschliffenen Filaments beheben lässt.
Extruder-Verstopfung
Wenn keiner der oben genannten Vorschläge das Problem lösen kann, ist es sehr wahrscheinlich, dass der Extruder deines 3D-Druckers verstopft ist. Ein Grund dafür können Fremdkörper in der Nozzle sein. Ein weiterer Grund kann „verbranntes“ Filament sein, dass sich zu lange im Extruder befindet. Weiterhin kann eine zu geringe thermische Kühlung des Extruders Ursache sein. Dadurch erweicht das Filament außerhalb der gewünschten Schmelzzone und das Materialförderzahnrad dreht durch. Die Reparatur eines verstopften Extruders kann eine Demontage des Extruders erfordern. Bitte kontaktiere uns, wenn du Fragen zum Wechsel hast – Alternativ frage deinen Händler oder Hersteller nach einer Lösung. Verwende beispielsweise Extruder-Reinigungs-Draht zum Entfernen von verbranntem Filament.