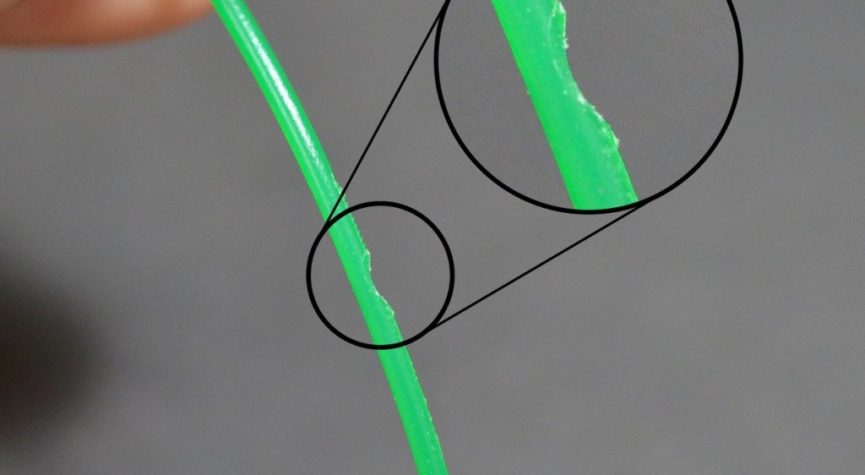
Stripping/Schleifen – Durchdrehen des Materialförderzahnrads
Die meisten FFF/FDM-3D-Drucker nutzen ein kleines Materialförderungszahnrad. Die Zacken dieses beißen sich in das Filament. Durch die Drehung und den festen Halt wird das Material eingezogen und in Richtung Heatblock geschoben. Ist der Materialfluss eingeschränkt, so staut sich das Filament zurück und das Materialförderzahnrad dreht durch. Dabei schleift es eine Mulde in das Filament. Der als „Stripping“ bezeichnete Vorgang verhindert eine funktionierende Materialförderung. Du erkennst Schleifen an kleinen Material-Spähnen neben dem Materialförderungszahnrad am Extruder. Der Extruder dreht sich beim „Striping“ ohne das Material eingezogen wird. Nachfolgend findest du Ursachen und Lösungen für dieses ärgerliche und häufig verkommende Problem.
Einstellungen für zu schnellen Rückzug
Als erstes solltest du die Rückzugseinstellungen (Retraction) für deinen Extruder überprüfen. Ist die Einzugsgeschwindigkeit zu schnell oder du ziehst du viel Filament ein, überlastet das den Extruder und die korrekte Materialförderung wird behindert. Versuche als einfache Maßnahme die Einzugsgeschwindigkeit um 50% zu reduzieren. Überprüfe anschließend ob diese Veränderung den korrekten Materialfluss wieder herstellt.
Erhöhe die Extrudertemperatur
Auch eine zu geringe Extruder-Temperatur kann eine Ursache für Stripping sein. Erhöhe die Extruder-Temperatur und überprüfe den Materialfluss so lange bis du die maximal empfohlene Temperatur für dein verwendetes Material erreicht hast. Generell fließt Kunststoff bei höheren Temperaturen immer leichter. Die Umsetzung dieser Maßnahme kann also einen sehr großen positiven Einfluss auf deine 3D-Drucke haben.
Zu schnelles 3D-Drucken
Hast du selbst bei einer stark gesteigerten Extruder-Temperatur weiterhin mit Filamentschleifen zu tun, solltest du als nächstes die 3D-Druckgeschwindigkeit verringern. Dadurch dreht sich der Extrudermotor langsamer, das Filament wird über einen längeren Zeitraum extrudiert. Durch eine reduzierte Drehgeschwindigkeit des Extrudermotors können Schleifprobleme beseitigt werden. Du kannst diese Einstellung einfach in allen Standart-Slicern vornehmen. Verringere testweise deine Fertigungsgeschwindigkeit um 50% und prüfe, ob sich die Qualität deiner 3D-Drucke verbessert.
Überprüfe deinen Extruder auf Clogging
Nachdem du die aufgezählten Probleme beseitigt hast, aber immernoch ein Schleifen vorliegt gibt es eigentlich nur noch eine mögliche Ursache, das Verstopfen (Clogging deiner Extrudereinheit oder Nozzle). Im folgenden Punkt klären wir dich auf was Clogging ist und welche Maßnahmen du beim Verstopfen am besten triffst. Nutze beispielsweise diesen Filament-Reinigungsdraht.